| Производство многослойных
пленок методом соэкструзии
Соэкструзия относится к системам облагораживания упаковочных материалов,
которая имеет особое значение в современной упаковочной технологии.
Одним из основных преимуществ производства многослойных пленок методом
соэкструзии является экономия, обусловленная тем, что готовый материал
получается непосредственно из гранулятов пластических масс в ходе
единого технологического процесса. Кроме того, соэкструзионная технология
предусматривает безотходное производство. В равной степени береговые
обрезки и другие отходы производства могут быть использованы для
создания срединного слоя, в том числе в случае, когда производимая
пленка предназначена для непосредственного контакта с пищевыми продуктами.
В производстве соэкструзионных пленок находят применение те же типы
экструдеров, что и в производстве однородных пленок (конечно же,
с полностью иным решением головок экструдеров). В процессе соэкструзии
используются как минимум два, но чаще большее число экструдеров,
снабженных совместной головкой. Струи различных пластмасс соединяются
в фильерах, образующих конечную часть головки, реже – непосредственно
после выхода из головки. Подобно как в случае однослойных пленок
соэкструзионные пленки производятся как по технологии экструзии
с раздуванием, так и путем экструзии плоских пленок. Схемы обеих
технологий представлены соответственно на рис. 6 и рис. 7.
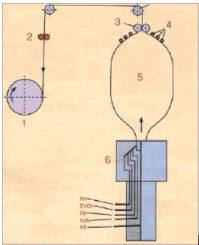
Рис. 6. Схема линии для соэкструзии с раздувом 1 — скручивание готовой
пятислойной соэкструзионной пленки, 2 — обрезка краев рукава, 3
— прижимные ролики, 4 — направляющие ролики, 5 — рукав с постоянно
поддерживаемым давлением, 6 — вращающаяся головка раздува.
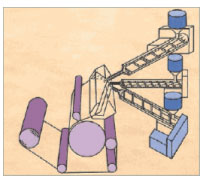
Рис. 7. Схема линии для соэкструзии плоской пленки
Процесс соэкструзии требует применения полимера в
расплавленном состоянии, связывающего взаимно несоединимые полимеры.
В итоге производственная линия должна состоять из большего числа
экструдеров для получения многослойной пленки, нежели это обусловлено
количеством полимеров, взятых для получения функциональных слоев.
В условиях соэкструзии прочное склеивание проявляется в случае применения
полимеров, близких по строению. Поэтому, например, неполярный полиэтилен
не связывается с полярным полимером, применяемым в качестве барьерного
слоя, таким как EVOH или PA. Посему для соединения этих слоев необходимо
использовать вяжущие слои. В качестве универсальных вяжущих средств
чаще всего применяются полиолефиновые сополимеры, модифицированные
малеиновым ангидридом. Если слой обладает подобным строением, то
склеивание происходит в результате диффузии подобных полимеров.
Со стороны барьерных слоев, как PA или EVOH, взаимное связывание
является результатом реакции ангидридной группы соответственно с
группой –NH, в случае с полиамидом, либо с группой –OH, в случае
сополимера EVOH.
В целях специфического применения, например, для соединения PA и
LDPE, тоже используются полимеры, такие, как цинковые иономеры,
отличающиеся большой способностью к образованию вторичных связей.
Анализ приведенных в таблице 1 барьерных свойств пластмассовых пленок
указывает на значение, которое может иметь сополимер EVOH в многослойных
материалах. Значение сополимера EVOH является еще более существенным,
когда учтем, что применявшийся ранее в качестве барьерного слоя
для газов сополимер VC/VDC вызывает подозрения и не применяется
в некоторых странах. Цена сополимера EVOH высока, но ради достижения
требуемой барьерности достаточно слоя толщиной 5—8 мкм. Отсюда проистекает
значение многослойных структур, как гибких, так и жестких, получаемых
путем соэкструзии, которые могут содержать столь тонкие и даже еще
более тонкие слои. По сравнению с PA, считавшимся до недавнего времени
полимером высокобарьерным, барьерность сополимера EVOH по отношению
к кислороду в сто раз выше. Однако для достижения столь высокой
барьерности необходимо предотвратить доступ влаги к сополимеру EVOH,
по отношению к которой он неустойчив и утрачивает свои барьерные
свойства. Требуемый эффект достигается применением наружных слоев,
адсорбирующих влагу (слои PA) или водоотталкивающих, например, слои
PE.
Соэкструзия считается системой облагораживания упаковочных материалов,
имеющей огромное значение в современной упаковочной технологии.
Как уже отмечалось ранее, одним из существенных преимуществ производства
многослойных пленок методом соэкструзии является экономичность процесса.
С точки зрения предотвращения возникновения отходов, существенным
преимуществом является возможность достижения высокой барьерности
при значительно меньшей толщине по сравнению с многослойными пленками,
получаемыми путем ламинирования. Гибкие соэкструзионные пленки чаще
всего производятся в виде трех-, пяти-, а также семислойных структур.
На рисунках с 8-го по 12-й изображены примерные структуры такого
рода для барьерных соэкструзионных пленок. Производство соэкструзионных
пленок с использованием сополимера EVOH, который обладает высокими
барьерными качествами, как уже упоминалось, требует для сохранения
барьерных свойств по отношению к кислороду двусторонней защиты от
поступления влаги, то есть многослойной структуры. Принимая во внимание,
что сварной слой обычно образуют полиолефины (различные сорта полиэтилена
и полипропилена), которые непосредственно не соединяются со слоем
EVOH, необходимо использовать для их соединения слоисвязывающих
веществ. В результате введение в такого рода пленку сополимера EVOH
требует пятислойной структуры. Разделение слоя PA на два независимых,
чтобы повысить стойкость пленки, особенно на углах упаковок при
их термическом формовании, также требует минимум пятислойной структуры.
Семислойные структуры позволяют разделять одновременно на два слоя
как PA, так и PE. Что при введении в данную пленку сополимера EVOH
позволяет получить более полезные функциональные свойства. В последние
годы появились семислойные структуры, в которых к пятислойной соэкструзионной
пленке путем ламинирования добавляются слои ориентированных пленок,
например: пленки OPP, PET, BOPР, как правило, заполненные реверсивным
текстом, т.е. находящимся в итоге между слоями. В случае соэкструзионных
пленок с участием слоя сополимера EVOH толщиной около 7 мкм при
правильном предохранении его от проникновения влаги проницаемость
по кислороду снижается даже ниже 1 см3/м2 х 24 ч х 0,1 МРа (при
относительной влажности 50% и температуре 23° С). Увеличение барьерности
по кислороду соэкструзионных пленок со слоями PA, без участия сополимера
EVOH, достигается путем увеличения слоя PA. Проницаемость по кислороду
на уровне 10 см3/м2 х 24 ч х 0,1 МРа при тех же условиях достигается
лишь при толщине слоя PA около 60 мкм. Целесообразность участия
PA в пленках, получаемых методом соэкструзии, в настоящее время
обусловлена главным образом стремлением к приданию упаковкам высокой
стойкости, особенно в условиях глубокой формовки.
Применяемые способы соэкструзии для формовки литьем, а также литьем
под давлением с раздувом, связаны с высокими инвестиционными затратами.
Однако существуют причины, из-за которых производство даже однородных
материалов является в конечном итоге выгодным. Два или большее количество
слоев пленки лучше защищают герметичность упаковки от случайных
точечных ослаблений в виде микротрещин, шрамов и вмятин. Если даже
такие места имеются во всех слоях пленки, то они взаимно перекрываются.
Методом соэкструзии производятся также растягивающиеся пленки, в
которых срединный слой из LLDPE, а в настоящее время также из металлоценовых
полиэтиленов обеспечивает высокую прочность при сильном растяжении,
а поверхностный слой – достаточное сцепление, ради защиты грузовой
единицы или же для формирования обертки на продукте.
Хотя вначале растягивающиеся пленки рассматривались как экономное
дополнение сферы применения термоусадочных пленок, однако в настоящее
время их применение стало более выгодным по сравнению с использованием
термоусадочных пленок, а также привело к очень высокой динамике
дальнейшего роста их потребления. Использование растягивающейся
пленки вместо термоусадочной для защиты грузовых единиц позволило
снизить расход полиэтилена примерно на 50%.
К соэкструзионным относят также многослойные упаковочные пленки,
как гибкие, так и жесткие, являющиеся композитами полиолефинов с
минеральным сырьем, базирующимся на известняке или доломите, которыми
особенно богата земля. Начало производства этих материалов под общим
названием «эколин» шведской фирмой «Ecolean AB» явилось выражением
стремления к уменьшению отрицательного воздействия на природную
среду при производстве и использовании упаковки. В настоящее время
эти материалы производятся в широком ассортименте, предназначены
главным образом для упаковки продуктов питания. Сейчас доля минералов
в составе эколинов в зависимости от ассортимента составляет от 30
до 60%. Ожидается, что целенаправленно будет возрастать доля минерального
сырья, чтобы в итоге достичь 45—56%.
Столь высокая степень использования минерального сырья в производстве
эколинов привела к тому, что в результате замещения ими прочих видов
упаковочных материалов сберегается 30—60% дефицитного ископаемого
сырья, главным образом, нефти. Сравнительные исследования оценки
жизненного цикла упаковок из эколиновых материалов как альтернативы
по отношению к применявшимся до сих пор упаковкам, выполненные независимой
фирмой «Franklin Associates» из США, показали, что отрицательное
воздействие на природную среду материалов и упаковок из эколинов
меньше на 30—70%.
В гибких пленках Lean Pouch, применяющихся для упаковки молока,
Lean Peel, предназначенных для легко открывающихся замыканий, а
также применяющихся для производства стоячих пакетов под названием
Lean Pack, образующих после наполнения подобие кувшина, предназначенных
для молока фруктовых соков, — минеральное сырье содержит только
срединный слой, не соприкасающийся с продуктами питания. Подобным
образом в случае жестких пленок Lean Sheet, предназначенных для
термоформованных упаковок, применяемых для жидких полужидких молочных
продуктов, минеральные компоненты содержит также лишь срединный
слой.
|